| zum Warenkorb |
- Gewindeeinsätze
- Gewindehülsen
- Gewindeschneiden
- Spiralbohrer
- Blindnieten und Muttern
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > UNF amer. Feingewinde > UNF Maschinengewindebohrer > fuer normale AnwendungenHSSE Maschinengewindebohrer - 35° RSP - UNF No. 10 x 32 - DIN 371
 Artikel-Nr: 150601005
Artikel-Nr: 150601005
Details: HSSE Maschinengewindebohrer - 35° RSP - UNF No. 10 x 32 - DIN 371
Lager: 14.70 CHFHSSE Maschinengewindebohrer - 35° RSP - UNF No. 10 x 32 - DIN 371
14.70 CHFHSSE Maschinengewindebohrer - 35° RSP - UNF No. 10 x 32 - DIN 371
DIN 371
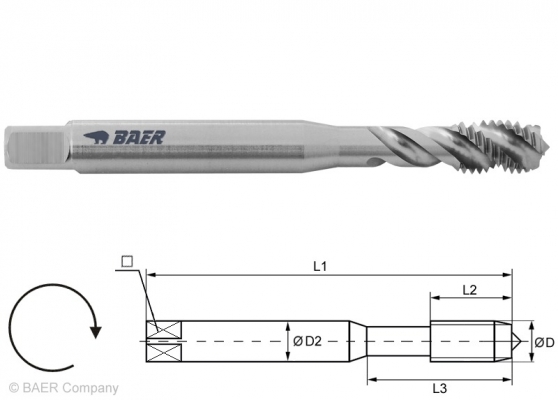
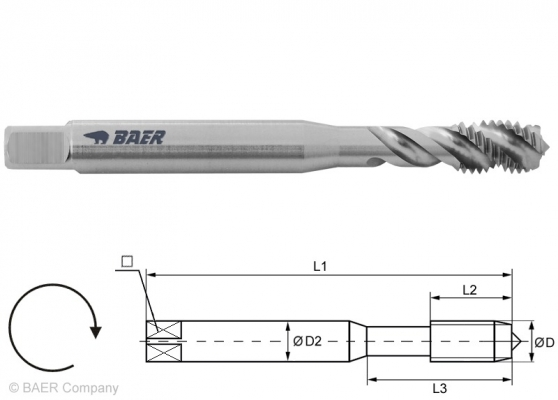
Baumaße:
D: UNF No. 10 x 32
L1: 70mm
L2: 10mm
D2: 6mm
VK: 4,9mm
Gewindebohrer für die Maschinenbetätigung in Sacklöcher.
Durch die stark gedrallten Nuten werden die Späne gut aus dem Grundloch herausbefördert.





4.1 mm Sackloch
bis 3 x DHSSE
blankbis 900 N/mm²
27,1 HRCForm C 35° RSP 



2-3 Gänge Spanabfuhr (siehe Abbildung) Außenkühlung und -Schmierung 2B
Anwendung:
gut zerspanbare Werkstoffe bis 900 N/mm²
unlegierte und niedriglegierte Stähle
Anwendung - Beispielmaterialien:
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000Baustahl unlegiert Schnittge-
schwindigkeit
vc in m/minAutomatenstahl Schnittge-
schwindigkeit
vc in m/minStahlguss Schnittge-
schwindigkeit
vc in m/min1.0037 St 37-2 5 - 12 1.0718 9 SMnPb 28 5 - 12 1.0420 GS-38 8 - 15 1.0044 St 44-2 5 - 12 1.0721 10 S 20 5 - 15 1.1120 GS-20 Mn 5 5 - 15 1.0039 S 235JRG1+CR 5 - 12 1.0736 9 SMn 36 5 - 12 1.5633 GS-24 Ni 8 5 - 12 1.0060 St 60-2 5 - 10 1.0726 35 S 20 5 - 10 1.7379 GS-18 CrMo 9 10 5 - 12 Baustahl legiert Schnittge-
schwindigkeit
vc in m/min1.5415 15 Mo 3 5 - 12 1.5622 14 Ni 6 5 - 10 1.7335 13 CrMo 4 4 5 - 10 1.7715 14 MoV 6 3 5 - 10
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen..
Schneidöl oder Emulsion werden empfohlen.ZurückWir empfehlen passend oder als Alternative
 8.54 CHF
8.54 CHF
 506000401
506000401
Spiralbohrer.zyl.kurz - HSS/E - geschliffen - N - DIN 338 - Ø - 4.1 - Länge 75 - Spirale 434.11 CHF

- Gewindehülsen