| zum Warenkorb |
- Gewindeeinsätze
- Gewindehülsen
- Gewindeschneiden
- Spiralbohrer
- Blindnieten und Muttern
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > M - metrisches Regelgewinde > Maschinengewindebohrer > Sackloch > fuer AluminiumHSSE Maschinengewindebohrer 40° RSP - M 10 x 1.5 - DIN 371 Aluminium langspanend
 Artikel-Nr: 110607006
Artikel-Nr: 110607006
Details: HSSE Maschinengewindebohrer 40° RSP - M 10 x 1.5 - DIN 371 Aluminium langspanend
Lager: 26.27 CHFZurückHSSE Maschinengewindebohrer Aluminium langspanend - 40° RSP - M 10 x 1,5
26.27 CHFZurückHSSE Maschinengewindebohrer Aluminium langspanend - 40° RSP - M 10 x 1,5
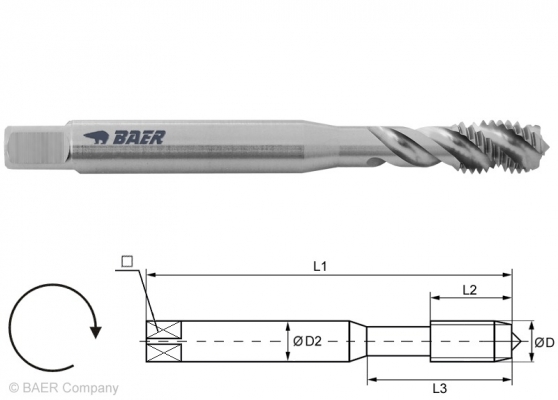
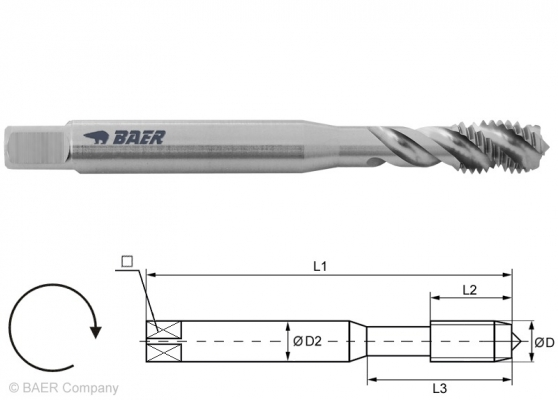
DIN 371
Baumaße:
D: M 10 x 1,5
L1: 100 mm
L2: 24 mm
L3: 39 mm
D2: 10,0 mm
VK: 8,0 mm
Gewindebohrer für die Maschinenbetätigung und Durchgangsloch und Sackloch.
Durch die Schneidgeometrie besonders für die Anwendung in Aluminium empfohlen.





8.5 mm Sackloch
bis 3 x DHSSE
blank350 N/mm² Form C 40° RSP 



2-3 Gänge Spanabfuhr (siehe Abbildung) Außenkühlung und -Schmierung ISO2/6H
Anwendung:
Aluminium langspanend
Anwendung - Beispielmaterialien:
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000Aluminium unlegiert Schnittge-
schwindigkeit
vc in m/minAluminium Knetlegierung nicht ausgehärtet Schnittge-
schwindigkeit
vc in m/minAluminium Knetlegierung ausgehärtet Schnittge-
schwindigkeit
vc in m/min3.0225 Al99.5 10 - 18 3.0505 AlMn0.5Mg0.5 10 - 20 3.1325 AlCuMg1 10 - 18 3.0305 Al99.9 10 - 18 3.0515 AlMn1 10 - 20 3.2315 AlMgSi1 10 - 18 3.3315 AlMg1 10 - 20 3.3211 AlMg1SiCu 10 - 18 3.3535 AlMg3 10 - 20 3.4365 AlZnMgCu1.5 10 - 18
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen..
Schneidöl oder Emulsion werden empfohlen. - Gewindehülsen