| zum Warenkorb |
- Gewindeeinsätze
- -Auto und Motorrad
- -Gewindeeinsätze
- --M / MF
- ---frei durchlaufend - V2A - AISI 304 - 1.4301
- ---screw grip - V2A - AISI 304 - 1.4301
- ---frei durchlaufend - Bronze - CuSn6 - CW452K - 2.1020
- ---frei durchlaufend - V4A - AISI 316 - 1.4401
- ---frei durchlaufend - Inconel X750 - NICr15Fe7TiAl - 2.4669
- ---frei durchlaufend - Tangless - V2A - AISI 304 - 1.4301
- ---screw grip - Tangless - V2A - AISI 304 - 1.4301
- --UNC
- --UNF
- --BSW
- --BSF
- --G (BSP)
- --BA
- --Sondergrössen
- --kleine Verpackungsgrössen
- --M / MF
- -Gewindereparatursätze
- -Gewindereparatursortimente
- -Gewindeschneider
- -Montagewerkzeuge
- -EG - Gewinde Lehrdorne
- Gewindehülsen
- -Gewindehülsen
- -Loksert - Einsätze
- -Messing Gewindebuchsen
- -Gewindereparatursätze
- -Gewindereparatursortimente
- -Montagewerkzeuge
- Gewindeschneiden
- -Gewindebohrer & Schneideisen
- --Gewindeschablonen
- --M - metrisches Regelgewinde
- ---Gewindeschneidsätze
- ---Einschnittgewindebohrer
- ---Handgewindebohrer - Sätze
- ---Maschinengewindebohrer
- ----Form B mit Schälanschnitt
- ----Durchgangs- und Sackloch
- ----Sackloch
- ---Gewindeformer
- ---Bit - Gewindebohrer
- ---Runde Schneideisen
- ---Sechskant Schneidmuttern
- --MF - metrisches Feingewinde
- --G-Rohr (BSP) Rohrgewinde
- --UNC amer. Grobgewinde
- --UNF amer. Feingewinde
- --UNEF amer. Extra Feingewinde
- --UN amer. mit Sondersteigung
- --UNS amerikanisches Unified
- --BSW britisches Standart BS 84
- --BSF britisches Standart BS 84
- --Trapezgewinde DIN 103
- --NPT Gewinde
- --NPTF Gewinde
- --NPS - amer. zyl. Rohrgewinde
- --RC (BSPT) - keg. Rohrgewinde
- --RP (BSPP) - zyl. Rohrgewinde
- --BA - brit. ass. Gewinde
- --W - keg. Gasflaschenventile
- --PG Panzerrohrgewinde
- --FG Fahrrad-Gewinde
- --BSC Fahrrad Gewinde
- --RD Rundgewinde
- --RMS Mikroskopgewinde
- --MINI Gewindebohrer
- --FOTO-Stativ
- --VG Ventilgewinde
- -Betätigungswerkzeuge
- -Kegelsenker
- -Schmiermittel
- Spiralbohrer
- -Spiralbohrer mit Zylinderschaft
- --die etwas günstigere Linie
- --Kleinstbohrer, HSS/E
- --Spiralbohrer, rechts HSS/E
- --Schweisspunktbohrer, HSS/E
- --Doppelbohrer - HSS
- --Aufbohrer - HSS
- --Feinblechbohrer - HSS
- --Sprialbohrer für Grauguss - HM
- --Sprialbohrer - VHM
- --NC-Anbohrer - HSS/E
- --Hohlprofilbohrer - HSS
- --Spiralbohrer - HSS
- --Spiralbohrer - HSS/TiN
- --Spiralbohrer für Messing - HSS
- --Spiralbohrer für Alu - HSS
- --Spiralbohrer links - HSS
- --Spiralbohrer - HSS
- --Spiralbohrer - HSS/E
- --Spiralbohrer - HSS - links
- --Spiralbohrer für Kunststoff - HSS
- --Spiralbohrer - HSS/E
- --Spiralbohrer HSS/E/TiN
- --Sprialbohrer - HSS/HM
- --Sprialbohrer - VHM
- --Spiralbohrer verlängert - HSS
- --Spiralbohrer lang - HSS
- --Spiralbohrer lang - HSS/TiN
- --Spiralbohrer lang - HSS
- --Spiralbohrer lang - HSS
- --Spiralbohrer lang - HSS
- --Spiralbohrer lang HSS/E
- -Spiralbohrer mit MK-Schaft
- --Spiralbohrer MK-Schaft - HSS/E
- --Spiralbohrer MK-Schaft - HSS/E
- --Spiralbohrer MK-Schaft, HM
- --Spiralbohrer MK-Schaft - HSS
- --Spiralbohrer MK-Schaft - TiN
- --Spiralbohrer MK-Schaft - HSS/E
- --Spiralbohrer MK-Schaft - HSS
- --Spiralbohrer MK-Schaft - HSS
- --(Bohrbuchsenbohrer) - HSS
- --(Bohrbuchsenbohrer) - HSS/E
- --(Bohrbuchsenbohrer) - HSS
- --Spiralbohrer MK-Schaft, HSS/HM
- --Spiralbohrer MK-Schaft - HSS
- --Spiralbohrer MK-Schaft - HSS
- --Spiralbohrer MK-Schaft - HSS/E
- --Aufbohrer MK Schaft - HSS
- --Spiralbohrer MK Schaft - HSS
- -Stufenbohrer
- -Sonderprogramm
- --Zentrierbohrer 60° - HSS
- --Zentrierbohrer 60°- HSS- links
- --Zentrierbohrer 60° - HSS/E
- --Zentrierbohrer - HSS
- --Zentrierbohrer - HSS - links
- --Zentrierbohrer 60° - HSS
- --Zentrierbohrer 60°/120° - HSS
- --Zentrierbohrer 60° - VHM
- --Zentrierbohrer 60° - HSS
- --Kegel- / Entgratsenker 90° TiN
- --Kegel- / Entgratsenker 90° HSS
- --Kegel- / Entgratsenker 60° HSS
- --Kegel- / Entgratsenker Form C HSS
- --Kegel- / Entgratsenker 90° HSS
- --Kegel- / Entgratsenker 60° HSS
- --Handentgrater 90° - HSS
- --Kegel- / Entgratsenker mit Querloch
- --Blechschälbohrer - HSS
- --Stufen-Blechschälbohrer - HSS
- --Reduzier-Einsätze (Konushülsen)
- -Spiralbohrer Sätze
- Blindnieten und Muttern
- -Blindnietmuttern
- --Blindnietmutter - Standard - Flachrundkopf
- --Blindnietmutter - Standard - Senkkopf
- --Blindnietmutter - Standard - kleiner - Mini -Senkkopf
- --Blindnietmutter - Teil Sechskant - Flachrundkopf
- --Blindnietmutter - Teil Sechskant - Mini - Senkkopf
- ---Blindnietmutter - Teil Sechskant - Mini - Senkkopf - Stahl - offen
- ---Blindnietmutter - Teil Sechskant - Mini - Senkkopf - Stahl - geschlossen
- ---Blindnietmutter - Teil Sechskant - Mini - Senkkopf - Edelstahl V2A - offen
- ---Blindnietmutter - Teil Sechskant - Mini - Senkkopf - Edelstahl V2A - geschlossen
- --Blindnietmutter - Voll Sechskant - Flachrundkopf
- --Blindnietmutter - Voll Sechskant - mini - Senkkopf
- --Blindnietmutter - Split Nut - geschlitzt
- --Blindnietmutter - Fold Nut - käfig
- --Standard - Blindnietschraube - Bolt Nut
- --Blindnietmutter - Rub Nut - Gummi E.P.D.M.
- -Blindnieten
- -Einbaugeräte
- -Einbaugeräte
- Gewindelehren
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > M - metrisches Regelgewinde > Maschinengewindebohrer > Durchgangs- und Sackloch > Titan und TitanlegierungenHSSE Maschinengewindebohrer Form C - M 5 x 0.8 - DIN 371 Titan
 Artikel-Nr: 110511005
Artikel-Nr: 110511005
Details: HSSE Maschinengewindebohrer Form C - M 5 x 0.8 - DIN 371 Titan
Lager: 57.83 CHFZurückHSSE Maschinengewindebohrer Form C - M 5 x 0,8 - DIN 371 für Titan und Titanlegierungen
57.83 CHFZurückHSSE Maschinengewindebohrer Form C - M 5 x 0,8 - DIN 371 für Titan und Titanlegierungen
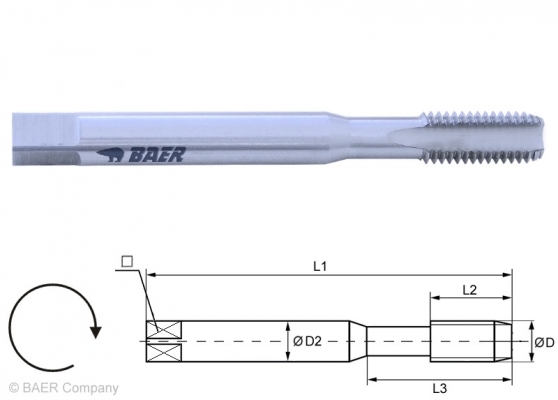
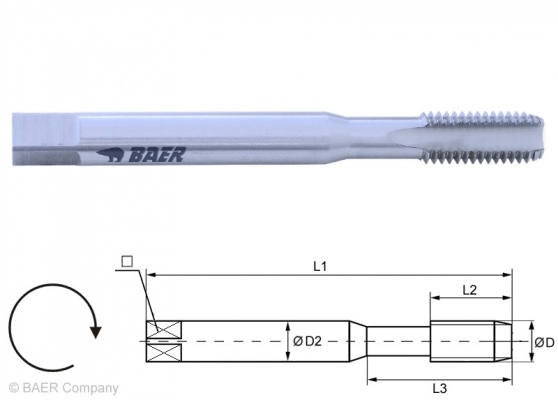
DIN 371
Baumaße:
D: M 5 x 0,8
L1: 70 mm
L2: 14 mm
L3: 24,5 mm
D2: 6 mm
 : 4,9 mm
: 4,9 mm
Die Geometrie und das Grundmaterial (HSSK Pulvermetall) des Gewindebohrers sind
besonders für die Zerspanung von Titan und Titanlegierungen konzipiert.
Gewindebohrer für die Maschinenbetätigung in Durchgangsloch und Sackloch.
Durch den kurzen Anschnitt ist die Anwendung relativ universal.
Der Span wird hauptsächlich durch die Spannuten aufgenommen und beim Schneiden nicht abgeführt.





4.2 mm Durchgangs- und Sackloch
bis 2,5 x DHSSK
blankbis 1000 N/mm²
31 HRCForm C 



2-3 Gänge Spanabfuhr (siehe Abbildung) Außenkühlung und -Schmierung ISO2/6H
Anwendung:
Reintitan
Titanlegierungen
Anwendung - Beispielmaterialien:
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000Reintitan Schnittge-
schwindigkeit
vc in m/minTitanlegierungen Schnittge-
schwindigkeit
vc in m/min3.7024 Ti99.5 6 - 8 3.7165 TiAl6V4 3 - 5 3.7034 Ti99.7 6 - 8 3.7174 TiAl6V4Sn2 3 - 5
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen..
Schneidöl oder Emulsion werden empfohlen.