| zum Warenkorb |
- Gewindeeinsätze
- Gewindehülsen
- Gewindeschneiden
- Spiralbohrer
- Blindnieten und Muttern
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > M - metrisches Regelgewinde > Maschinengewindebohrer > Durchgangs- und Sackloch > fuer normale AnwendungenHSSE Maschinengewindebohrer Form C - M 6 x 1.0 - DIN 376
 Artikel-Nr: 110501016
Artikel-Nr: 110501016
Details: HSSE Maschinengewindebohrer Form C - M 6 x 1.0 - DIN 376
Lager: 8.86 CHFZurückHSSE Maschinengewindebohrer Form C - M 6 x 1,0 - DIN 376
8.86 CHFZurückHSSE Maschinengewindebohrer Form C - M 6 x 1,0 - DIN 376
DIN 376
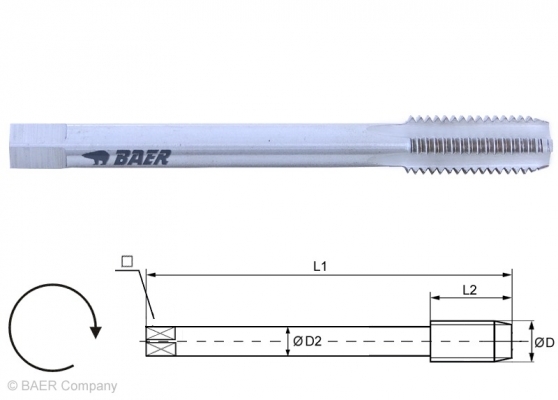
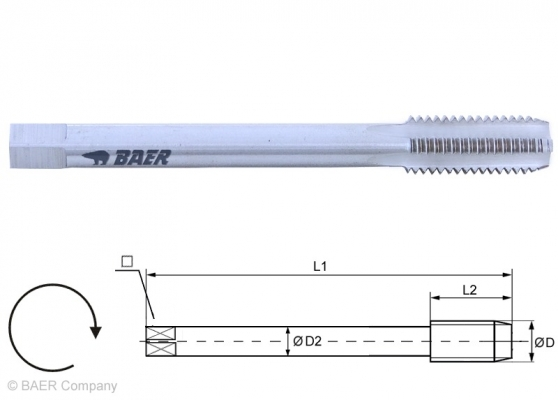
Baumaße:
D: M 6 x 1,0
L1: 80 mm
L2: 19 mm
D2: 4,5 mm
 : 3,4 mm
: 3,4 mm
Gewindebohrer für die Maschinenbetätigung in Durchgangsloch und Sackloch.
Durch den kurzen Anschnitt ist die Anwendung relativ universal.
Der Span wird hauptsächlich durch die Spannuten aufgenommen und beim Schneiden nicht abgeführt.





5 mm Durchgangs- und Sackloch
bis 2 x DHSSE
blankbis 900 N/mm²
27,1 HRCForm C 



2-3 Gänge Spanabfuhr (siehe Abbildung) Außenkühlung und -Schmierung ISO2/6H
Anwendung:
gut zerspanbare Werkstoffe bis 900 N/mm²
unlegierte und niedriglegierte Stähle
Anwendung - Beispielmaterialien:
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000Baustahl unlegiert Schnittge-
schwindigkeit
vc in m/minAutomatenstahl Schnittge-
schwindigkeit
vc in m/minStahlguss Schnittge-
schwindigkeit
vc in m/min1.0037 St 37-2 5 - 12 1.0718 9 SMnPb 28 5 - 12 1.0420 GS-38 8 - 15 1.0044 St 44-2 5 - 12 1.0721 10 S 20 5 - 15 1.1120 GS-20 Mn 5 5 - 15 1.0039 S 235JRG1+CR 5 - 12 1.0736 9 SMn 36 5 - 12 1.5633 GS-24 Ni 8 5 - 12 1.0060 St 60-2 5 - 10 1.0726 35 S 20 5 - 10 1.7379 GS-18 CrMo 9 10 5 - 12 Baustahl legiert Schnittge-
schwindigkeit
vc in m/min1.5415 15 Mo 3 5 - 12 1.5622 14 Ni 6 5 - 10 1.7335 13 CrMo 4 4 5 - 10 1.7715 14 MoV 6 3 5 - 10
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen..
Schneidöl oder Emulsion werden empfohlen. - Gewindehülsen