| zum Warenkorb |
- Gewindeeinsätze
- Gewindehülsen
- Gewindeschneiden
- Spiralbohrer
- Blindnieten und Muttern
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > M - metrisches Regelgewinde > Maschinengewindebohrer > Sackloch > fuer SonderlegierungenHSSE-PM-TiAlN Maschinengewindebohrer 35° RSP - M 16 x 2.0 - DIN 371 Sonder-Nickellegierungen
 Artikel-Nr: 110612009
Artikel-Nr: 110612009
Details: HSSE-PM-TiAlN Maschinengewindebohrer 35° RSP - M 16 x 2.0 - DIN 371 Sonder-Nickellegierungen
Lager: 167.01 CHFZurückHSSE-PM-TiAlN Maschinengewindebohrer Form C/15° RSP - M 16 x 2,0 - DIN 376
167.01 CHFZurückHSSE-PM-TiAlN Maschinengewindebohrer Form C/15° RSP - M 16 x 2,0 - DIN 376
DIN 376
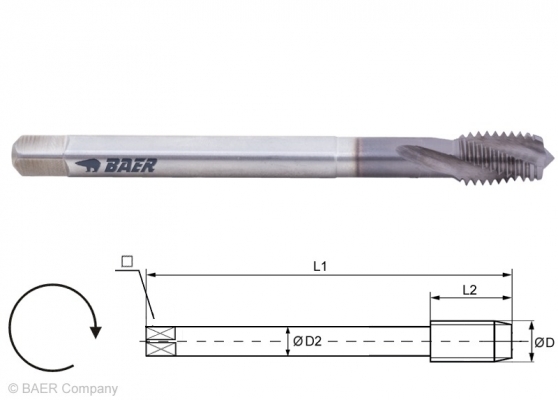
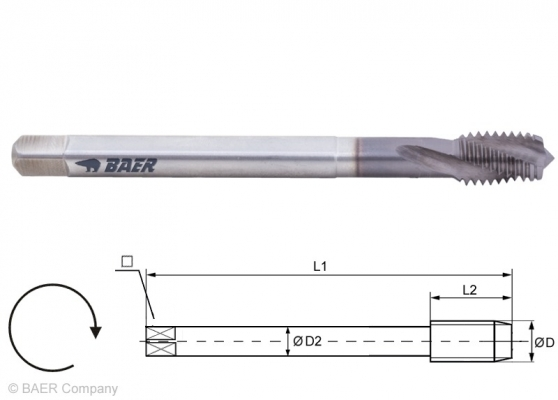
Baumaße:
D: M 16 x 2,0
L1: 110 mm
L2: 28 mm
D2: 12 mm
VK: 9 mm
Die Geometrie, das Grundmaterial und die Beschichtung dieses Gewindebohrers sind
besonders für die Zerspanung von Titan- und Nickellegierungen konzipiert.
Die TiH1-Beschichtung (grauviolette Farbe) erhöht die Oberflächenhärte (ca. 3000 HV) und
Gleiteigenschaften (Reibungskoeffizient: 0,20) bei einer Temperaturbeständigkeit bis 800°C,
daraus resultieren eine höhere Schnittleistung und Standzeit.
Das Grundmaterial ist HSSE-PM (Pulvermetall) mit einer höheren Härte und Zähfestigkeit.
Gewindebohrer für die Maschinenbetätigung in Sacklöcher.
Durch die gedrallten Nuten werden die Späne gut aus dem Grundloch herausbefördert.





14 mm Sackloch
bis 2,0 x DHSSE-PM
TiAlNbis 1000 N/mm²
32 HRCForm C 15° RSP 



2-3 Gänge Spanabfuhr (siehe Abbildung) Außenkühlung und -Schmierung ISO2/6H
Anwendung:
Nickellegierungen: Incoloy, Inconel, Nimonic, Hastelloy
Titanlegierungen: TiAl6V4, TiAl6V4Sn2
Schwer zerspanbare Werkstoffe bis maximal 1000 N/mm²
Legierte Vergütungsstähle, Kugelgraphitguß, Temperguß
Aluminiumguß- und Knetlegierungen Si<10% (mittlere Spanlänge)
Kupferlegierungen und Messing (kurz- und langspanend)
Anwendung - Beispielmaterialien:
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000Nickellegierungen Schnittge-
schwindigkeit
vc in m/minTitanlegierungen Schnittge-
schwindigkeit
vc in m/minLegierte Stähle, Vergütungsstähle Schnittge-
schwindigkeit
vc in m/min2.4858 NiCr21Mo (Incoloy 825) 2 - 3 3.7165 TiAl6V4 2 - 3 1.8515 31CrMo12 5 - 10 2.4668 NiCr19Fe19NbMo (Inconel 718) 2 - 3 3.7174 TiAl6V4Sn2 2 - 3 1.0503 C45 25 - 30 2.4630 Ni-Cr20Ti (Nimonic 75) 2 - 3 1.7218 25CrMo4 5 - 25 2.4665 NiCr22Fe18Mo (Hastelloy X) 2 - 3 1.6511 36CrNiMo4 5 - 25 Kugelgraphitguß, Temperguß Schnittge-
schwindigkeit
vc in m/minAluminiumguß- und Knetlegierungen Si<10% (mittlere Spanlänge) Schnittge-
schwindigkeit
vc in m/minKupferlegierung, Messing (kurz- und langspanend) Schnittge-
schwindigkeit
vc in m/minEN-JS-1030 EN-GJS-400-15 (GGG40) 20 - 30 3.3241 G-AlMg3 25 - 30 E-Cu 57 EN CW400A 20 - 30 EN-JS-1070 EN-GJS-700-2 (GGG70) 20 - 30 3.2373 G-ALSI9Mg 25 - 30 CuZn37 EN CW 508 L (Ms58) 20 - 30 EN-JM-1010 EN-GJMW-350-4 (GTW-35) 20 - 30 2.1020 CuSn6 25 - 30 EN-JM-1140 EN-GJMB-450-6 (GTS-45) 20 - 30
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen..
Schneidöl oder Emulsion werden empfohlen. - Gewindehülsen