| zum Warenkorb |
- Gewindeeinsätze
- Gewindehülsen
- Gewindeschneiden
- Spiralbohrer
- Blindnieten und Muttern
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > M - metrisches Regelgewinde > Maschinengewindebohrer > Form B mit Schälanschnitt > für hochlegierte StähleHSSE-TIN Maschinengewindebohrer Form B - M 9 x 1.25 - DIN 371
 Artikel-Nr: 110404010
Artikel-Nr: 110404010
Details: HSSE-TIN Maschinengewindebohrer Form B - M 9 x 1.25 - DIN 371
Lager: 39.78 CHFZurückHSSE-TIN Maschinengewindebohrer Form B - M 9 x 1,25 - DIN 371
39.78 CHFZurückHSSE-TIN Maschinengewindebohrer Form B - M 9 x 1,25 - DIN 371
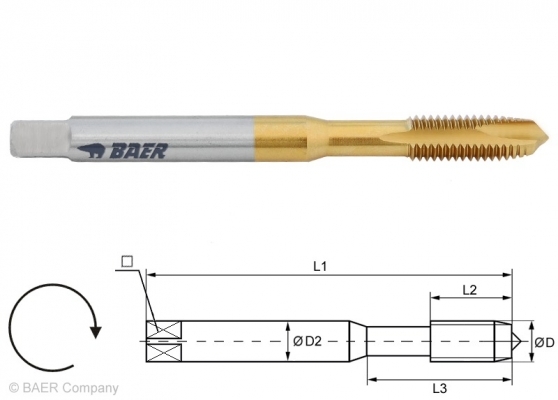
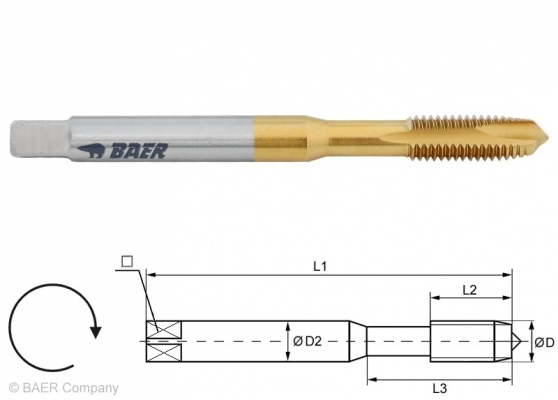
DIN 371
Baumaße:
D: M 9 x 1.25
L1: 90 mm
L2: 18 mm
D2: 9.0 mm
 : 7.0 mm
: 7.0 mm
Die Geometrie, das Grundmaterial und die Beschichtung dieses Gewindebohrers sind
besonders für die Zerspanung von hochfesten Materialien konzipiert.
Die TIN-Beschichtung (Titan-Nitrid – goldgelbe Farbe) erhöht die Oberflächenhärte (ca. 2300 HV) und
Gleiteigenschaften, daraus resultieren eine höhere Schnittleistung und Standzeit.
Gewindebohrer für die Maschinenbetätigung und Durchgangsloch.
Durch den Schälanschnitt wird der Span in Bohrrichtung geleitet.





7.8 mm Durchgangsloch
bis 2 x DHSSE
TINbis 1300 N/mm²
41 HRCForm B 



4-5 Gänge Spanabfuhr (siehe Abbildung) Außenkühlung und -Schmierung ISO2/6H
Anwendung:
Schwer zerspanbare Werkstoffe bis maximal 1300 N/mm²
Legierte Vergütungsstähle, Kugelgraphitguß, Temperguß
Aluminiumguß- und Knetlegierungen Si<5% (langspanend)
Kupferlegierungen und Messing (langspanend)
Anwendung - Beispielmaterialien:
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000Baustahle, Einsatzstähle Schnittge-
schwindigkeit
vc in m/minLegierte Stähle, Vergütungsstähle Schnittge-
schwindigkeit
vc in m/minRostfreier Stahl (ferritisch, autenitisch, martensitisch) Schnittge-
schwindigkeit
vc in m/min1.0037 St 37-2 15 - 45 1.7225 42CrMo4 5 - 25 1.4105 X6CrMoS17 4 - 18 1.0718 11SMnPb30 15 - 45 1.2067 102Cr6 5 - 25 1.4301 X5CrNi18-10 (V2A) 2 - 10 1.7131 16MnCr5 10 - 40 1.7228 50CrMo4 4 - 18 1.4571 X6CrNiMoTi17-12-2 (V4A) 2 - 10 1.7320 20MoCr3 5 - 25 1.2767 X45NiCrMo4 4 - 18 Kugelgraphitguß, Temperguß Schnittge-
schwindigkeit
vc in m/minReinaluminium, Aluminiumguß- und Knetlegierungen Si<5% (langspanend) Schnittge-
schwindigkeit
vc in m/minKupferlegierung, Messing (langspanend) Schnittge-
schwindigkeit
vc in m/minEN-JS-1030 EN-GJS-400-15 (GGG40) 5 - 15 Al99,5 EN AW-1050 10 - 20 E-Cu 57 EN CW400A 10 - 40 EN-JS-1070 EN-GJS-700-2 (GGG70) 5 - 15 AlMgSi EN AW-6060 10 - 20 CuZn37 EN CW 508 L (Ms58) 10 - 40 EN-JM-1010 EN-GJMW-350-4 (GTW-35) 4 - 10 AlZn5Mg3Cu EN AW-7022 10 - 20 EN-JM-1140 EN-GJMB-450-6 (GTS-45) 4 - 10 AlMg5 EN AC-51300 10 - 20
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen..
Schneidöl oder Emulsion werden empfohlen. - Gewindehülsen