| zum Warenkorb |
- Gewindeeinsätze
- Gewindehülsen
- Gewindeschneiden
- Spiralbohrer
- Blindnieten und Muttern
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > MF - metrisches Feingewinde > Maschinengewindebohrer > Sackloch > fuer EdelstaehleHSSE-TiAlN Maschinengewindebohrer - 35° RSP - MF 12 x 1.0 - DIN 374 Edelstahl
 Artikel-Nr: 120605005
Artikel-Nr: 120605005
Details: HSSE-TiAlN Maschinengewindebohrer - 35° RSP - MF 12 x 1.0 - DIN 374 Edelstahl
Lager: 80.86 CHFZurückHSSE Maschinengewindebohrer Form C 35° RSP - MF 12 x 1.0 - DIN 374
80.86 CHFZurückHSSE Maschinengewindebohrer Form C 35° RSP - MF 12 x 1.0 - DIN 374
DIN 374
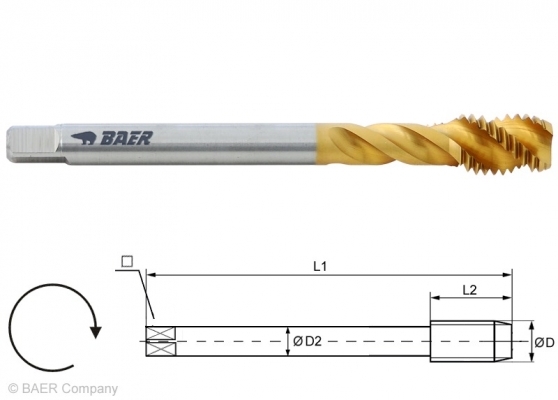
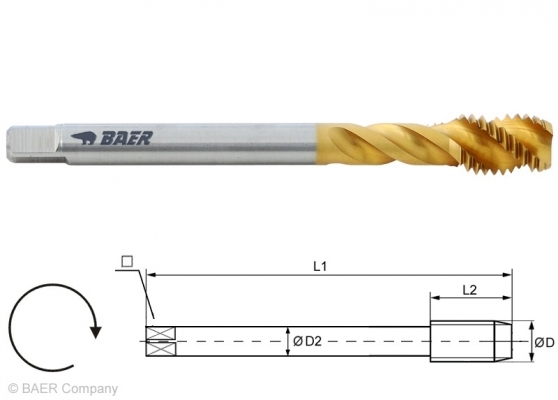
Baumaße:
D: M 12 x 1.0
L1: 100 mm
L2: 13 mm
D2: 9 mm
 : 7 mm
: 7 mm
Die Geometrie, das Grundmaterial und die Beschichtung dieses Gewindebohrers sind
besonders für die Zerspanung von hochfesten Materialien konzipiert.
Gewindebohrer für die Maschinenbetätigung und Sackloch.





11 mm Sackloch
bis 2,5 x DHSSE TiAlN bis 1300 N/mm²
41 HRCForm C 35° RSP 



2-3 Gänge Spanabfuhr (siehe Abbildung) Außenkühlung und -Schmierung ISO2/6H
Anwendung:
Edelstähle, Rostfreie Stähle, INOX, V2A, V4A
Schwer zerspanbare Werkstoffe bis maximal 1200 N/mm²
Legierte Vergütungsstähle, Kugelgraphitguß, Temperguß
Aluminiumguß- und Knetlegierungen Si<5% (langspanend)
Kupferlegierungen und Messing (langspanend)
Anwendung - Beispielmaterialien:
Rostfreier Stahl (ferritisch, austenitisch, martensitisch) Schnittge-
schwindigkeit
vc in m/minBaustahle, Einsatzstähle Schnittge-
schwindigkeit
vc in m/minLegierte Stähle, Vergütungsstähle Schnittge-
schwindigkeit
vc in m/min1.4104 X14CrMoS17 10 - 12 1.0050 St50-2 30 - 35 1.8515 31CrMo12 5 - 10 1.4301 X5CrNi18-10 (V2A) 10 - 12 1.0401 C15 25 - 30 1.0503 C45 25 - 30 1.4571 X6CrNiMoTi17-12-2 (V4A) 10 - 12 1.7147 20MnCr5 30 - 35 1.7218 25CrMo4 5 - 25 1.4005 X12CrS13 6 - 8 1.5919 15CrNi6 30 - 35 1.6511 36CrNiMo4 5 - 25 Kugelgraphitguß, Temperguß Schnittge-
schwindigkeit
vc in m/minReinaluminium, Aluminiumguß- und Knetlegierungen Si<5% (langspanend) Schnittge-
schwindigkeit
vc in m/minKupferlegierung, Messing (langspanend) Schnittge-
schwindigkeit
vc in m/minEN-JS-1030 EN-GJS-400-15 (GGG40) 20 - 25 Al99,5 EN AW-1050 30 - 40 E-Cu 57 EN CW400A 15 - 18 EN-JS-1070 EN-GJS-700-2 (GGG70) 20 - 25 AlMgSi EN AW-6060 30 - 40 CuZn37 EN CW 508 L (Ms58) 15 - 18 EN-JM-1010 EN-GJMW-350-4 (GTW-35) 20 - 25 AlZn5Mg3Cu EN AW-7022 30 - 40 EN-JM-1140 EN-GJMB-450-6 (GTS-45) 20 - 25 AlMg5 EN AC-51300 15 - 18
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen.
Schneidöl oder Emulsion werden empfohlen. - Gewindehülsen