| zum Warenkorb |
- Gewindeeinsätze
- Gewindehülsen
- Gewindeschneiden
- Spiralbohrer
- Blindnieten und Muttern
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > UNC amer. Grobgewinde > UNC Maschinengewindebohrer > fuer EdelstaehleHSSE-TiAlN Maschinengewindebohrer - 40° RSP - UNC 1/4 x 20 - DIN 371 Edelstahl
 Artikel-Nr: 140605009
Artikel-Nr: 140605009
Details: HSSE-TiAlN Maschinengewindebohrer - 40° RSP - UNC 1/4 x 20 - DIN 371 Edelstahl
Lager: 40.32 CHFHSSE-TiCN Maschinengewindebohrer - 40° RSP - UNC No. 1/4 x 20 - DIN 371
40.32 CHFHSSE-TiCN Maschinengewindebohrer - 40° RSP - UNC No. 1/4 x 20 - DIN 371
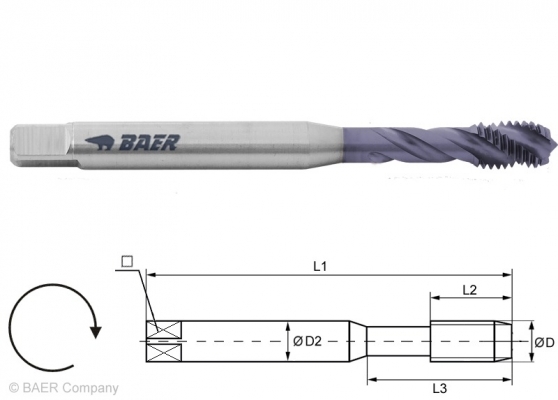
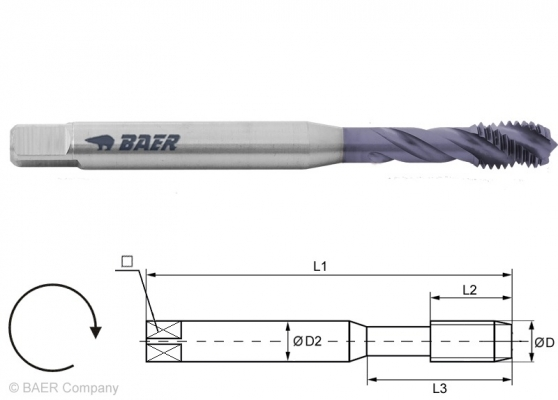
DIN 371
Baumaße:
D: UNC No. 1/4 x 20
L1: 80 mm
L2: 11,5 mm
L3: 32 mm
D2: 7 mm
VK: 5,5 mm
Die Geometrie, das Grundmaterial und die Beschichtung dieses Gewindebohrers sind
besonders für die Zerspanung von Edelstählen und hochfesten Materialien konzipiert.
Die TiCN-Beschichtung (Titancarbonnitrid – grauviolette Farbe) erhöht die Oberflächenhärte (ca. 3000 HV) und
Gleiteigenschaften (Reibungskoeffizient: 0,3), daraus resultieren eine höhere Schnittleistung und Standzeit.
Gewindebohrer für die Maschinenbetätigung und Sackloch.





5.1 mm Sackloch
bis 2,5 x DHSSE
TiAlNbis 1300 N/mm²
41 HRCForm C 40° RSP 



2-3 Gänge Spanabfuhr (siehe Abbildung) Außenkühlung und -Schmierung 2B
Anwendung:
Schwer zerspanbare Werkstoffe bis maximal 1300 N/mm²
Legierte Vergütungsstähle, Kugelgraphitguß, Temperguß
Aluminiumguß- und Knetlegierungen Si<5% (langspanend)
Kupferlegierungen und Messing (langspanend)
Anwendung - Beispielmaterialien:
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000Legierte Stähle, Vergütungsstähle Schnittge-
schwindigkeit
vc in m/minKugelgraphitguß,
TempergußSchnittge-
schwindigkeit
vc in m/minRostfreier Stahl (ferritisch, autenitisch, martensitisch) Schnittge-
schwindigkeit
vc in m/min1.7225 42CrMo4 5 - 20 EN-JS-1030 EN-GJS-400-15 (GGG40) 15 - 20 1.4105 X6CrMoS17 8 - 10 1.2067 102Cr6 5 - 20 EN-JS-1070 EN-GJS-700-2 (GGG70) 15 - 20 1.4301 X5CrNi18-10 (V2A) 8 - 10 1.7228 50CrMo4 5 - 20 0.8055 GTS55-05 15 - 20 1.4571 X6CrNiMoTi17-12-2 (V4A) 5 - 7 1.7108 60SiCr7 5 - 20
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen..
Schneidöl oder Emulsion werden empfohlen.ZurückWir empfehlen passend oder als Alternative
- Gewindehülsen