| zum Warenkorb |
- Gewindeeinsätze
- Gewindehülsen
- Gewindeschneiden
- Spiralbohrer
- Blindnieten und Muttern
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > M - metrisches Regelgewinde > EinschnittgewindebohrerHSSG Einschnittgewindebohrer Form D - M 22 x 2.5
 Artikel-Nr: 110101015
Artikel-Nr: 110101015
Details: HSSG Einschnittgewindebohrer Form D - M 22 x 2.5
Lager: 35.67 CHFHSSG Einschnittgewindebohrer Form D - M 22 x 2,5
35.67 CHFHSSG Einschnittgewindebohrer Form D - M 22 x 2,5
DIN 352
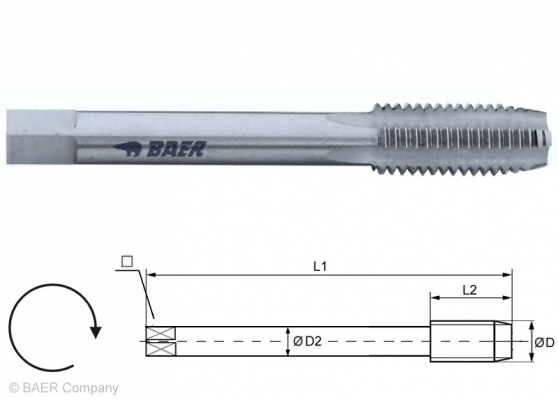
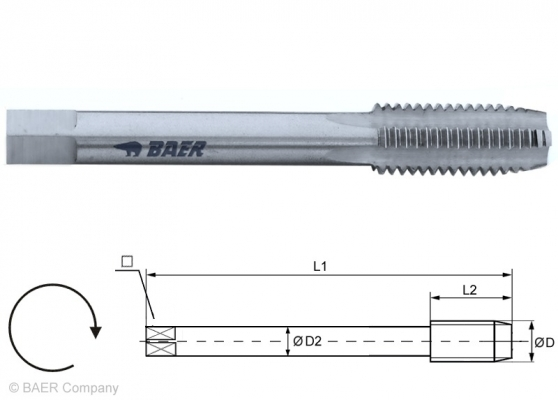
Baumaße:
D: M 22 x 2,5
L1: 100mm
L2: 50mm
D2: 18,0mm
 : 14,5mm
: 14,5mm
Effiziente Herstellung von Innengewinden.
Durch die kurze Bauform eignet sich dieser Maschinengewindebohrer,
neben der Maschinenbetätigung, auch für den Einsatz per Hand.





19,5 mm Durchgangs- und Sackloch
bis 2 x DHSSG
blankbis 800 N/mm²
22,2 HRCForm D 



3-4 Gänge Spanabfuhr (siehe Abbildung) Außenkühlung und -Schmierung ISO2/6H
Anwendung:
gut zerspanbare Werkstoffe bis 800 N/mm²
unlegierte und niedriglegierte Stähle
Anwendung - Beispielmaterialien:
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000Baustahl unlegiert Schnittge-
schwindigkeit
vc in m/minAutomatenstahl Schnittge-
schwindigkeit
vc in m/minStahlguss Schnittge-
schwindigkeit
vc in m/min1.0037 St 37-2 5 - 12 1.0718 9 SMnPb 28 5 - 12 1.0420 GS-38 8 - 15 1.0044 St 44-2 5 - 12 1.0721 10 S 20 5 - 15 1.1120 GS-20 Mn 5 5 - 15 1.0039 S 235JRG1+CR 5 - 12 1.0736 9 SMn 36 5 - 12 1.5633 GS-24 Ni 8 5 - 12 1.0060 St 60-2 5 - 10 1.0726 35 S 20 5 - 10 1.7379 GS-18 CrMo 9 10 5 - 12 Baustahl legiert Schnittge-
schwindigkeit
vc in m/min1.5415 15 Mo 3 5 - 12 1.5622 14 Ni 6 5 - 10 1.7335 13 CrMo 4 4 5 - 10 1.7715 14 MoV 6 3 5 - 10
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen..
Schneidöl oder Emulsion werden empfohlen.ZurückWir empfehlen passend oder als Alternative
 30.16 CHF
30.16 CHF

- Gewindehülsen