| zum Warenkorb |
- Gewindeeinsätze
- Gewindehülsen
- Gewindeschneiden
- Spiralbohrer
- Blindnieten und Muttern
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > M - metrisches Regelgewinde > Maschinengewindebohrer > Form B mit Schälanschnitt > Unitap universale AnwendungUNiTap HSSE Gewindebohrer Form B - M 3 x 0.5 - DIN 371
 Artikel-Nr: 110403004
Artikel-Nr: 110403004
Details: UNiTap HSSE Gewindebohrer Form B - M 3 x 0.5 - DIN 371
Lager: 21.94 CHFZurückUNiTap HSSE Maschinengewindebohrer Form B - M 3 x 0,5 - DIN 371 - Durchgangsloch
21.94 CHFZurückUNiTap HSSE Maschinengewindebohrer Form B - M 3 x 0,5 - DIN 371 - Durchgangsloch
DIN 371
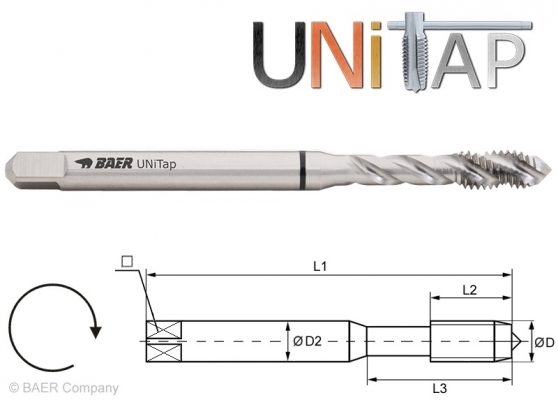
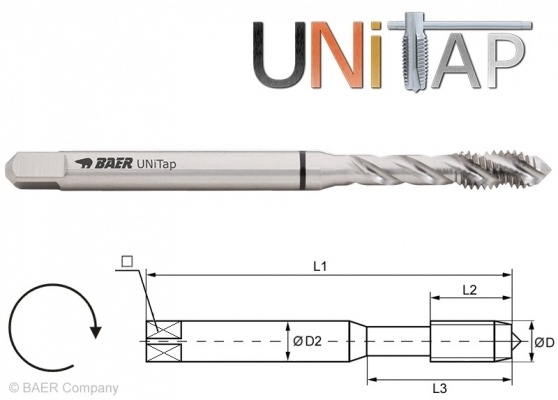
Baumaße:
D: M 3 x 0,5
L1: 56 mm
L2: 11 mm
L3: 18 mm
D2: 3,5 mm
 : 2,7 mm
: 2,7 mm
UNiTap - Universeller High-End Gewindebohrer
Eine echte Revolution im Gewindeschneiden
- für nahezu alle Materialien
- für nahezu jeden Anwendungsfall
- hervorragende Schnittergebnisse
- hohe Standzeit
- einzigartige patentierte Schneidengeometrie
- ideal für alle Werkstätten und Fertigungen
mit wechselnden Anforderungen - enorme Kostenersparnis - nur noch ein Werkzeug
für alle Anwendungen
Die besondere Schneidengeometrie sorgt für Reduzierung der entstehenden Schnittkräfte und für einen idealen Spanfluss,
sodass der Gewindebohrer für nahezu alle Materialien und Anwendungsfälle zu verwenden ist.
Der Gewindebohrer ist für Durchgangslöcher, da der Span durch den Schälanschnitt in Bohrrichtung geleitet wird.





2.5 mm Durchgangsloch
bis 4 x DHSSE
TiAlNbis 1200 N/mm²
38 HRCForm B 



4-5 Gänge Spanabfuhr (siehe Abbildung) Außenkühlung und -Schmierung ISO2/6H
Anwendung:
Stähle und Stahllegierungen bis 1200 N/mm²
Rostfreie Stähle bis 1000 N/mm²; Edelstähle; Rostfreie Stähle; VA-Stähle, INOX, V2A, V4A
Gusseisen mit Lamellengraphit (GG) und mit Kugelgraphit (GGG) bis 1000 N/mm²; Grauguss, Sphäroguss
Reintitan und Titanlegierungen bis 900 N/mm²
Reinnickel und Nickellegierungen bis 900 N/mm²
Alle Aluminiumguss- und Knetlegierungen
Kupfer, Kupferlegierungen und Messing (alle Spanlängen)
Anwendung - Beispielmaterialien:
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000Magnetweicheisen, Baustahl, Automatenstahl, Einsatzstahl Schnittge-
schwindigkeit
vc in m/minKohlenstoffstahl, Federstahl, Legierter Stahl, Vergütungsstahl Schnittge-
schwindigkeit
vc in m/minRostfreier Stahl (ferritisch, austenitisch, martensitisch) Schnittge-
schwindigkeit
vc in m/min1.1014 RFe80 25 - 50 1.0503 C45 20 - 30 1.4104 X14CrMoS17 12 - 35 1.0570 St52-3 25 - 50 1.1269 Ck85 20 - 30 1.4301 X5CrNi18-10 (V2A) 12 - 15 1.0718 9SMnPb28 25 - 50 1.7218 25CrMo4 6 - 30 1.4571 X6CrNiMoTi17-12-2 (V4A) 12 - 15 1.6523 20NiCrMo2 6 - 30 1.2344 X40CrMoV5-1 6 - 30 1.4125 X105CrMo17 12 - 15 Grauguss Schnittge-
schwindigkeit
vc in m/minKugelgraphitguss, Temperguss Schnittge-
schwindigkeit
vc in m/minReintitan und Titanlegierung Schnittge-
schwindigkeit
vc in m/min0.6010 GG10 35 - 50 0.7040 GGG40 12 - 45 3.7024 Ti99.5 3 - 15 0.6020 GG20 35 - 50 0.7060 GGG60 12 - 45 3.7034 Ti99.7 3 - 15 0.6030 GG30 35 - 50 0.7070 GGG70 12 - 45 3.7165 TiAl6V4 1 - 5 0.6040 GG40 35 - 50 0.8035 GTW35-04 10 - 25 3.7174 TiAl6V4Sn2 1 - 5 Reinnickel und Nickellegierungen Schnittge-
schwindigkeit
vc in m/minReinkupfer und Kupferlegierungen, Messing, Bronze (alle Spanlängen) Schnittge-
schwindigkeit
vc in m/minReinaluminium, und Aluminiumguss- und Knetlegierungen (alle Spanlängen) Schnittge-
schwindigkeit
vc in m/min1.3926 RNi12 3 - 10 2.0065 E-Cu 58 50 - 60 3.0205 Al99 50 - 65 2.4668 NiCr19Fe19NbMo(Inconel 718) 3 - 10 2.1247 CuBe2 30 - 65 3.1645 AlCuMgPb 50 - 65 2.4630 Ni-Cr20Ti
(Nimonic 75)1 - 5 2.0360 CuZn40 30 - 65 3.2373 G-AlSi9Mg 40 - 65 2.4665 NiCr22Fe18Mo (Hastelloy X) 1 - 5 2.1020 CuSn6 12 - 20 3.2583 G-AlSi12(Cu) 40 - 65
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen..
Schneidöl oder Emulsion werden empfohlen. - Gewindehülsen